
- Trang chủ
- Tin tức
- Tin sản phẩm LEAK TESTER - GIẢI PHÁP KIỂM TRA RÒ RÌ
Danh mục tin tức
.png)



.png)
LEAK TESTER - GIẢI PHÁP KIỂM TRA RÒ RÌ
Trong hoạt động sản xuất kinh doanh, chỉ một rò rỉ nhỏ cũng có thể gây ảnh hưởng lớn đến chất lượng sản phẩm, an toàn vận hành và chi phí doanh nghiệp. Vì vậy, Leak Test trở thành bước kiểm tra quan trọng giúp phát hiện và kiểm soát rò rỉ một cách chính xác. Vậy Leak Test là gì, có những phương pháp nào và tại sao doanh nghiệp cần quan tâm? Hãy cùng tìm hiểu trong bài viết dưới đây.
1. Khái niệm Leak Test
Rò rỉ (Leak) là cách để chất lỏng (khí) thoát ra khỏi thùng chứa hoặc hệ thống chứa, chẳng hạn như bồn chứa, qua đó chất trong thùng có thể thoát ra ngoài hoặc vật chất bên ngoài có thể xâm nhập vào thùng chứa.
Leak Test là quá trình kiểm tra mức độ rò rỉ của vật chứa đó
2. Tại sao cần thực hiện Leak Test
Trong sản xuất công nghiệp hiện đại, đặc biệt ở các ngành yêu cầu độ kín cao như ô tô, y tế, điện tử hay F&B, việc kiểm tra rò rỉ (Leak Test) là tiêu chuẩn bắt buộc để kiểm soát chất lượng.
Đảm bảo chất lượng và độ kín của sản phẩm.
Rò rỉ dù rất nhỏ cũng có thể ảnh hưởng nghiêm trọng đến hiệu suất và tuổi thọ sản phẩm.
Ngăn ngừa rủi ro và chi phí phát sinh
Một sản phẩm bị rò rỉ khi đã đưa ra thị trường có thể dẫn đến phát sinh chi phí bảo hành, thu hồi sản phẩm, tổn thất uy tín thương hiệu mà thậm chí là gián đoạn chuỗi cung ứng
Đảm bảo an toàn trong vận hành
Đối với các hệ thống chứa khí, chất lỏng áp suất cao hoặc hóa chất, rò rỉ có thể gây cháy nổ, gây ô nhiễm môi trường và ảnh hưởng tới sức khỏe con người
Tuân thủ tiêu chuẩn và quy định quốc tế
Nhiều ngành công nghiệp yêu cầu bắt buộc phải kiểm tra rò rỉ theo tiêu chuẩn như: ISO, ASTM, OEM, các quy định trong ngành y tế và thực phẩm. Việc thực hiện Leak Test giúp doanh nghiệp đáp ứng yêu cầu kiểm định của ngành theo đúng hành lang pháp lý.
Tối ưu hóa quy trình sản xuất
Khi được tích hợp vào dây chuyền, hệ thống Leak Tester không chỉ kiểm tra mà còn cung cấp dữ liệu giúp phân tích nguyên nhân lỗi, cải tiến quy trình sản xuất qua đó làm giảm tỷ lệ sản phẩm lỗi.
3. Các phương pháp Leak test
3.1 Kiểm tra rò rỉ khí
Đây là một phương pháp kiểm tra linh hoạt có thể được sử dụng để kiểm tra rò rỉ ở nhiều loại bộ phận và ứng dụng khác nhau. Cụ thể bao gồm:
Phương pháp thay đổi áp suất (A)
Phương pháp thay đổi áp suất phù hợp khi kiểm tra các linh kiện có sản lượng nhỏ, mức rò rỉ tương đối lớn (> 1 cm³/phút) và khi doanh nghiệp cần một giải pháp đơn giản, tiết kiệm chi phí. Tuy nhiên, phương pháp này không tối ưu với các sản phẩm có tính đàn hồi cao hoặc điều kiện môi trường làm việc có nhiệt độ thay đổi, vì dễ ảnh hưởng đến độ chính xác kết quả.
Về nguyên lý, phương pháp này dựa trên việc đo sự thay đổi áp suất của sản phẩm theo thời gian bằng cảm biến. Mẫu thử sẽ được nén áp hoặc hút chân không, sau đó hệ thống theo dõi sự suy giảm áp suất để xác định có rò rỉ hay không.
Có hai cách đo chính: đo áp suất tuyệt đối (so sánh với chân không lý tưởng) và đo áp suất tương đối (so sánh với áp suất môi trường). Nhờ tính đơn giản và độ tin cậy cao, đây là phương pháp được sử dụng phổ biến nhất trong kiểm tra rò rỉ hiện nay.
Phương pháp chênh lệch áp suất (R)
.png)
Phương pháp này phù hợp khi kiểm tra các linh kiện có sản lượng nhỏ, yêu cầu thời gian kiểm tra nhanh, đặc biệt trong điều kiện áp suất thử nghiệm cao hoặc với các bộ phận có tính linh hoạt. Đây cũng là lựa chọn tối ưu khi có quy trình đơn giản và chi phí hợp lý.
Tuy nhiên lại không phù hợp với các sản phẩm có môi trường làm việc ở nhiệt độ cao hoặc các ứng dụng yêu cầu giảm áp suất lớn như thử nổ.
Phương pháp này hoạt động dựa trên nguyên lý so sánh áp suất giữa mẫu thử và một thể tích tham chiếu (có thể là buồng kín hoặc mẫu chuẩn). Sau khi áp suất được ổn định, cảm biến chênh lệch áp suất có độ nhạy cao sẽ đo sự khác biệt giữa hai thể tích để phát hiện rò rỉ. Đồng thời, một cảm biến áp suất bổ sung sẽ theo dõi áp suất trong mẫu thử để đảm bảo điều kiện kiểm tra chính xác.
Nhờ cơ chế đo chênh lệch, phương pháp này cho phép kiểm tra ở áp suất cao với độ chính xác cao và phát hiện được các rò rỉ nhỏ. Đây là lựa chọn phổ biến trong các ứng dụng như ống dẫn làm mát, ống mềm, đầu nối điện hoặc màng lọc.
Phương pháp tăng áp suất (S)
Đây là phương pháp phù hợp khi kiểm tra các bộ phận yêu cầu áp suất thử nghiệm cao (có thể lên đến 1.000 bar), thời gian kiểm tra ngắn và khả năng phát hiện rò rỉ rất nhỏ (từ khoảng 0,1 cm³/phút). Tuy nhiên, phương pháp này có thể không tối ưu nếu doanh nghiệp muốn hạn chế các yêu cầu về cơ cấu cơ khí phức tạp như buồng thử nghiệm hoặc hệ thống chịu áp lực cao.
Về nguyên lý, mẫu thử được nén áp và đặt trong một buồng đo kín (dạng chuông). Khi có rò rỉ, áp suất bên trong buồng sẽ thay đổi và được ghi nhận thông qua cảm biến áp suất. Dữ liệu này sau đó được phân tích để xác định mức độ rò rỉ, có thể biểu diễn dưới dạng biến thiên áp suất hoặc lưu lượng rò rỉ.
Sản phẩm kín (DA, DR)
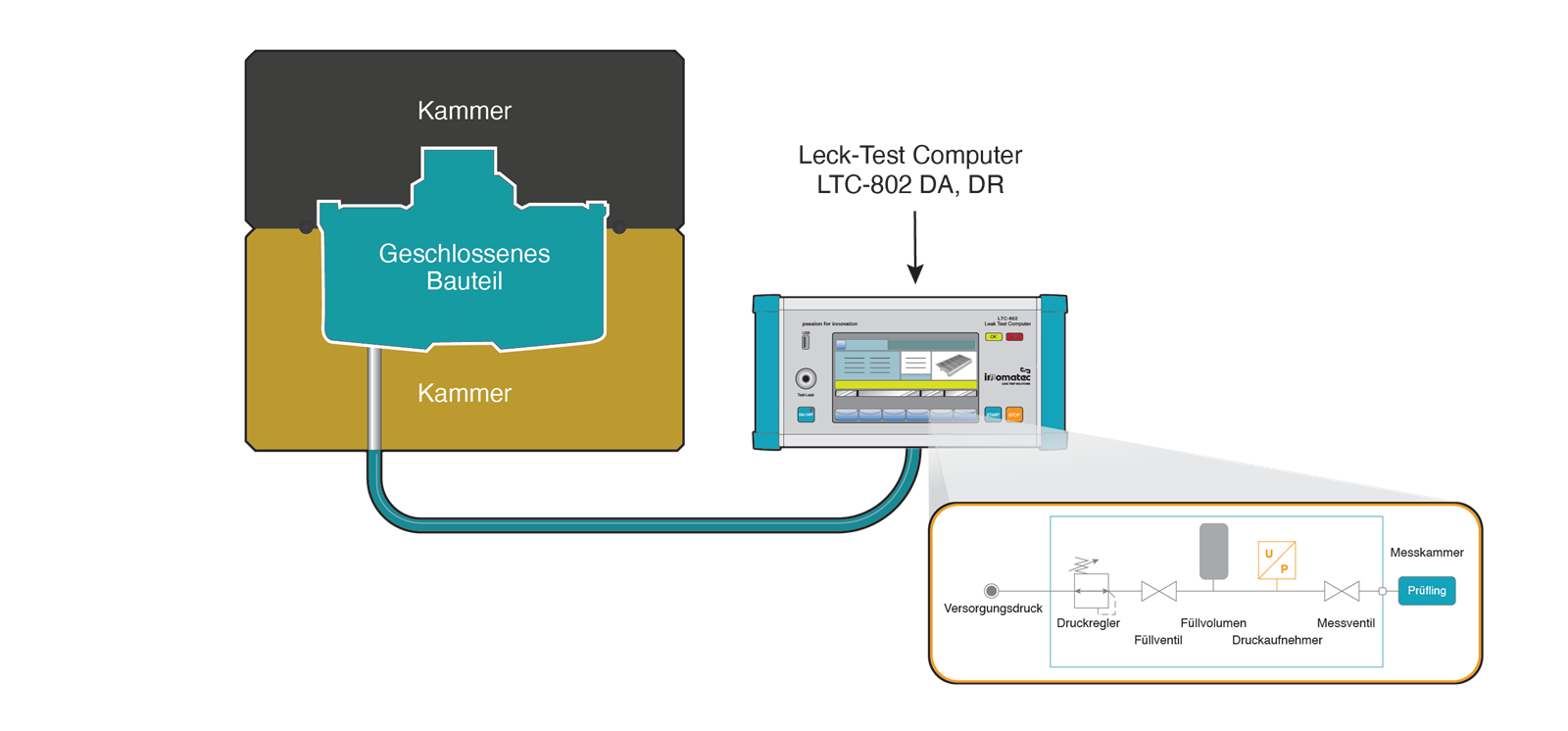
Phương pháp này được sử dụng cho các sản phẩm được niêm phong hoàn toàn hoặc các thiết bị chống nước. Đây là lựa chọn phù hợp khi không thể đưa khí thử trực tiếp vào bên trong sản phẩm, đồng thời vẫn muốn kiểm tra độ kín một cách hiệu quả với chi phí hợp lý. Tuy nhiên, thời gian kiểm tra của phương pháp này dài hơn nên không tối ưu cho các dây chuyền yêu cầu tốc độ cao.
Mẫu thử sẽ được đặt kín hoàn toàn vào một buồng đo và đóng kín buồng này. Hệ thống không tác động áp suất trực tiếp lên sản phẩm, mà sử dụng một thể tích đã được hút chân không hoặc nạp sẵn để tạo điều kiện đo. Vì thể tích giữa mẫu thử và buồng đo đã được xác định trước, nên sẽ tồn tại một tỷ lệ áp suất chuẩn. Khi xảy ra rò rỉ, dù rất nhỏ, tỷ lệ này sẽ thay đổi và được cảm biến ghi nhận, từ đó đánh giá mức độ rò rỉ.
Điểm mạnh của phương pháp này nằm ở khả năng kiểm tra các sản phẩm kín hoàn toàn mà không cần can thiệp vào cấu trúc bên trong. Ngoài ra, nguyên lý định lượng còn có thể kết hợp với các phương pháp khác để mở rộng chức năng như xác định thể tích, phân tích thành phần khí hoặc đo chính xác lượng rò rỉ.
Trên thực tế, 2 biến thể phổ biến nhất của phương pháp này là:
- Phương pháp thành phần kín với phương pháp thay đổi áp suất DA
- Phương pháp thành phần kín với phương pháp chênh lệch áp suất DR
Xác định thể tích (C)
Đây là một biến thể gần giống với phương pháp thành phần kín (hoặc định lượng) nêu trên. Trong biến thể này, một thể tích đã biết được nạp hoặc hút ra với áp suất thử nghiệm đã biết, sau đó được giãn nở bên trong mẫu thử. Thể tích của mẫu thử được xác định bằng áp suất thu được. Nguyên lý xác định thể tích cũng có thể được tích hợp vào các phương pháp đo lường khác.
Phương pháp đo lưu lượng (M)
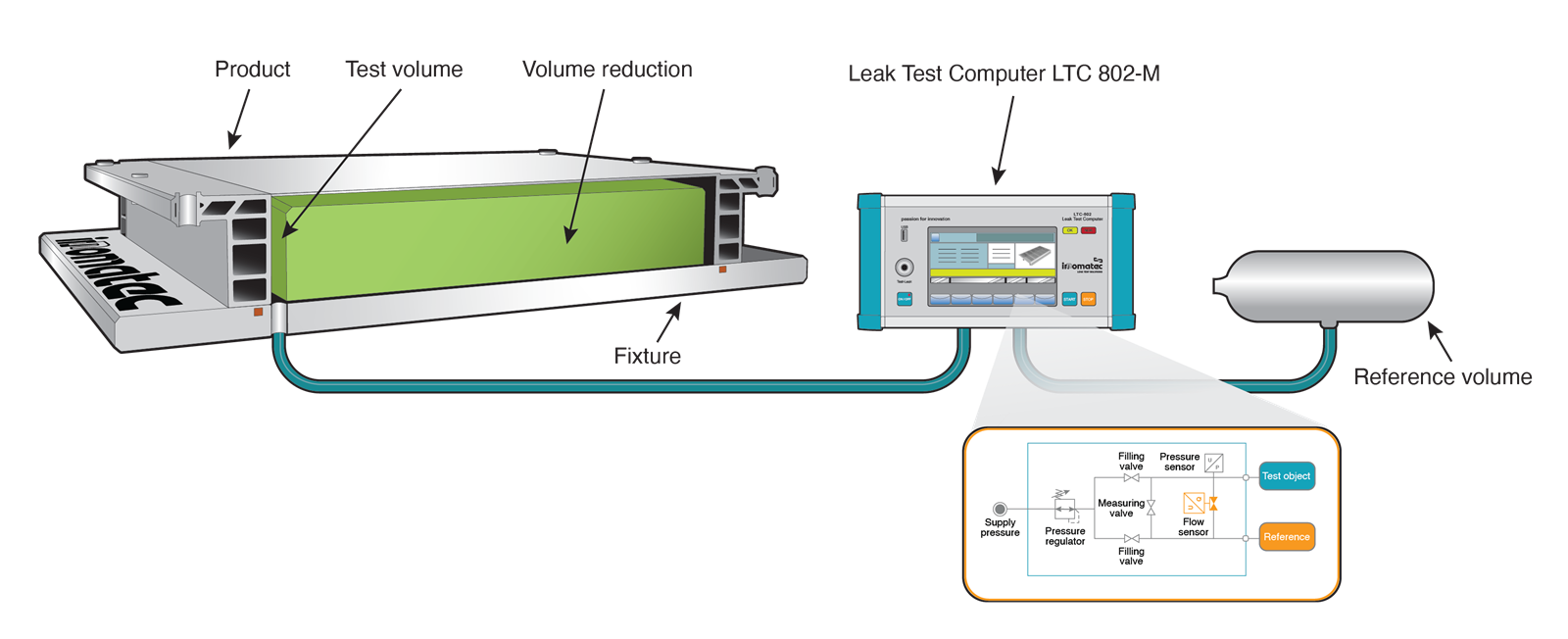
Phương pháp đo lưu lượng phù hợp khi kiểm tra các bộ phận với số lượng lớn, yêu cầu phát hiện rò rỉ nhỏ và thời gian chu kỳ nhanh (phản hồi cảm biến < 1 giây).
Phương pháp này đo trực tiếp lưu lượng rò rỉ (cm³/phút) thông qua cảm biến lưu lượng. Mẫu thử và thể tích tham chiếu được nạp áp suất (dương hoặc âm), sau đó hệ thống xác định dòng chảy và lưu lượng giữa hai thể tích để tính toán mức độ rò rỉ.
Phương pháp này đặc biệt hiệu quả với các chi tiết có thể tích lớn như bình nhiên liệu, vỏ pin hoặc các bộ phận thân xe.
Phương pháp đo lưu lượng (Q)
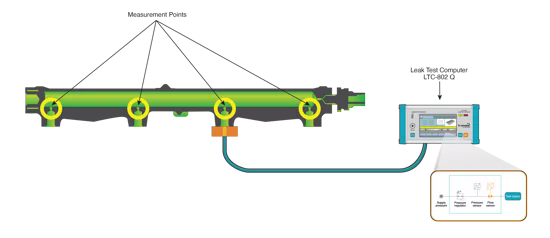
Phương pháp đo lưu lượng phù hợp khi kiểm tra các chi tiết có kênh dẫn dòng, nhiều lỗ mở hoặc yêu cầu đo rò rỉ lớn với thời gian chu kỳ rất nhanh (< 2 giây). Tuy nhiên, phương pháp này không áp dụng cho các sản phẩm kín hoàn toàn, chi phí đầu tư cao hơn và yêu cầu môi trường thử nghiệm sạch.
Về nguyên lý, hệ thống đo trực tiếp lưu lượng khí (không khí, nitơ…) đi qua mẫu thử bằng cảm biến lưu lượng. Do không cần giai đoạn ổn định, phép đo có thể thực hiện ngay sau khi nạp áp, giúp rút ngắn thời gian kiểm tra. Ngoài ra, phương pháp này còn có thể kết hợp đo áp suất động để phát hiện tắc nghẽn trong chi tiết, đặc biệt hiệu quả trong các ứng dụng công nghiệp như ô tô.
3.2 Kiểm tra rò rỉ khí HELI/ Khí dò
Đây là phương pháp phổ biến và hiệu quả để kiểm tra rò rỉ ở các bộ phận có tỷ lệ rò rỉ rất thấp mà các phương pháp kiểm tra rò rỉ bằng khí thông thường không thể thực hiện được.
Kiểm tra rò rỉ bằng khí dò bao gồm việc bơm khí dò vào một bộ phận hoặc linh kiện, sau đó đo lượng khí thoát ra bằng thiết bị dò hoặc buồng thử nghiệm. Mặc dù phương pháp này đòi hỏi phải xử lý khí trơ và có thể tốn chi phí khởi động cao hơn nhưng đây là lựa chọn kiểm tra rò rỉ tốt nhất cho những trường hợp muốn xác định chính xác tốc độ và vị trí rò rỉ trên một bộ phận.
Phương pháp tích lũy
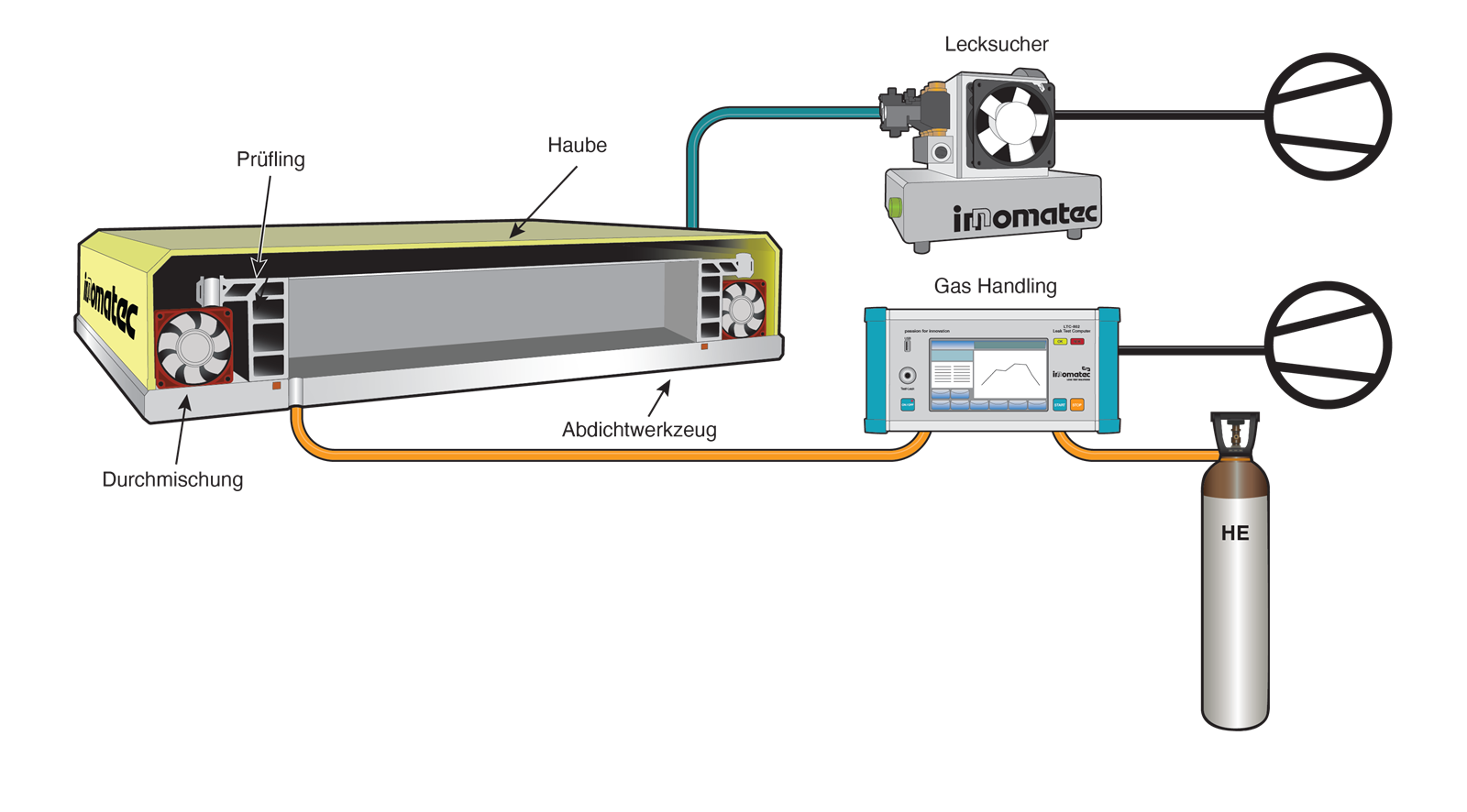
Phương pháp tích lũy phù hợp khi cần đo tổng mức rò rỉ, đặc biệt với các rò rỉ rất nhỏ, các chi tiết có thể tích lớn, không ổn định hoặc đang ở trạng thái nóng. Tuy nhiên lại không được dùng để xác định chính xác vị trí rò rỉ.
Nguyên lý hoạt động dựa trên việc đặt mẫu thử trong một buồng kín (chụp tích lũy), nạp khí dò vào bên trong sản phẩm và đo sự gia tăng nồng độ khí trong buồng theo thời gian. Nhờ ít bị ảnh hưởng bởi môi trường như nhiệt độ hay rung động, phương pháp này cho phép kiểm tra nhanh và chính xác, ngay cả với các điều kiện khắt khe.
Phương pháp tích phân chân không
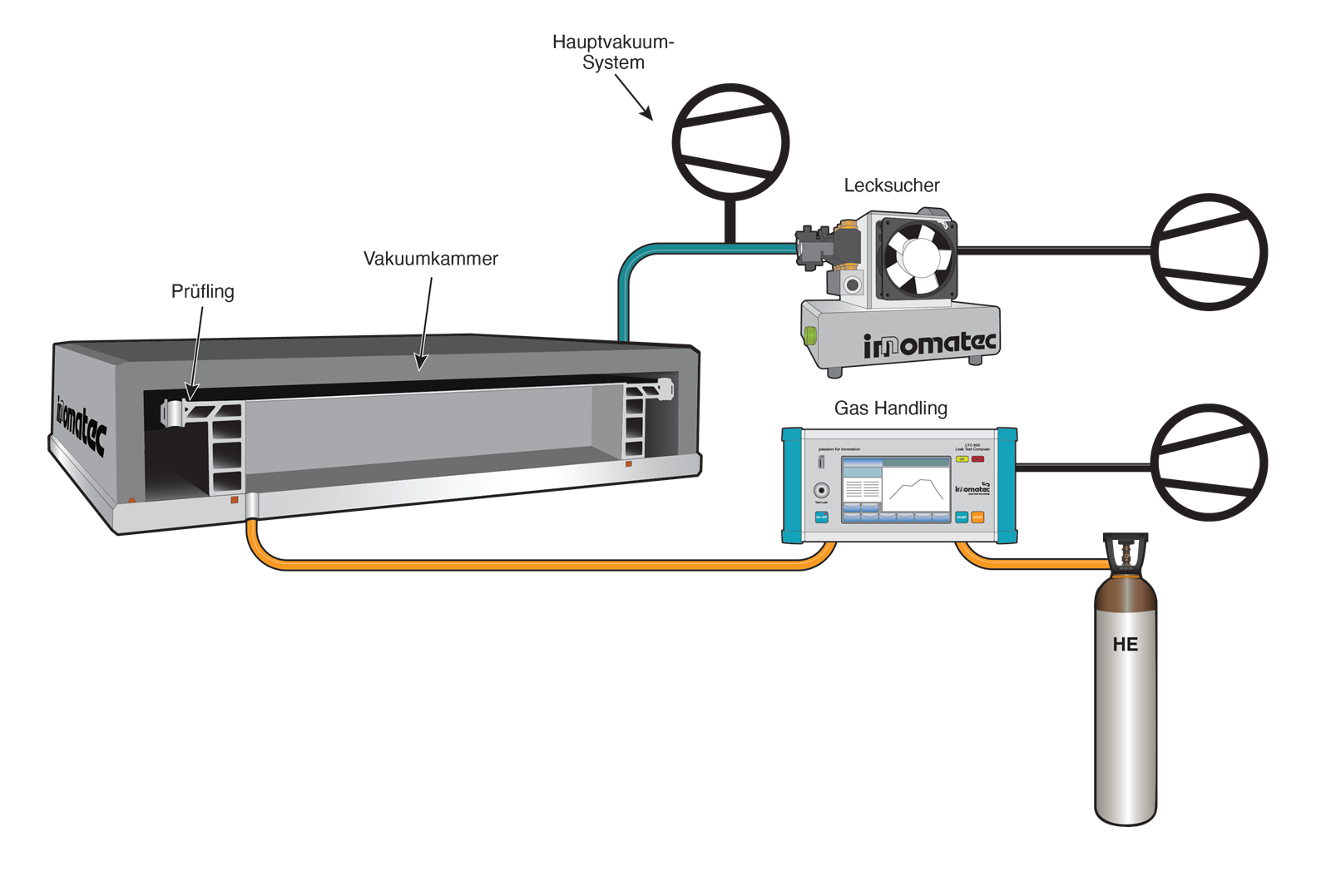
Đây là phương pháp phù hợp khi cần đo tốc độ rò rỉ rất nhỏ, thời gian kiểm tra nhanh và trong điều kiện áp suất cao. Tuy nhiên, phương pháp này không dùng để xác định chính xác vị trí rò rỉ.
Nguyên lý hoạt động: mẫu thử được nạp khí dò (thường là heli) và đặt trong buồng chân không. Khi có rò rỉ, khí thoát ra sẽ được hút về máy dò và phân tích để xác định tốc độ rò rỉ. Nhờ môi trường chân không sâu (~10⁻⁴ bar), phương pháp này có độ nhạy rất cao, cho phép phát hiện nhanh ngay cả những rò rỉ cực nhỏ.
Phát hiện rò rỉ thủ công
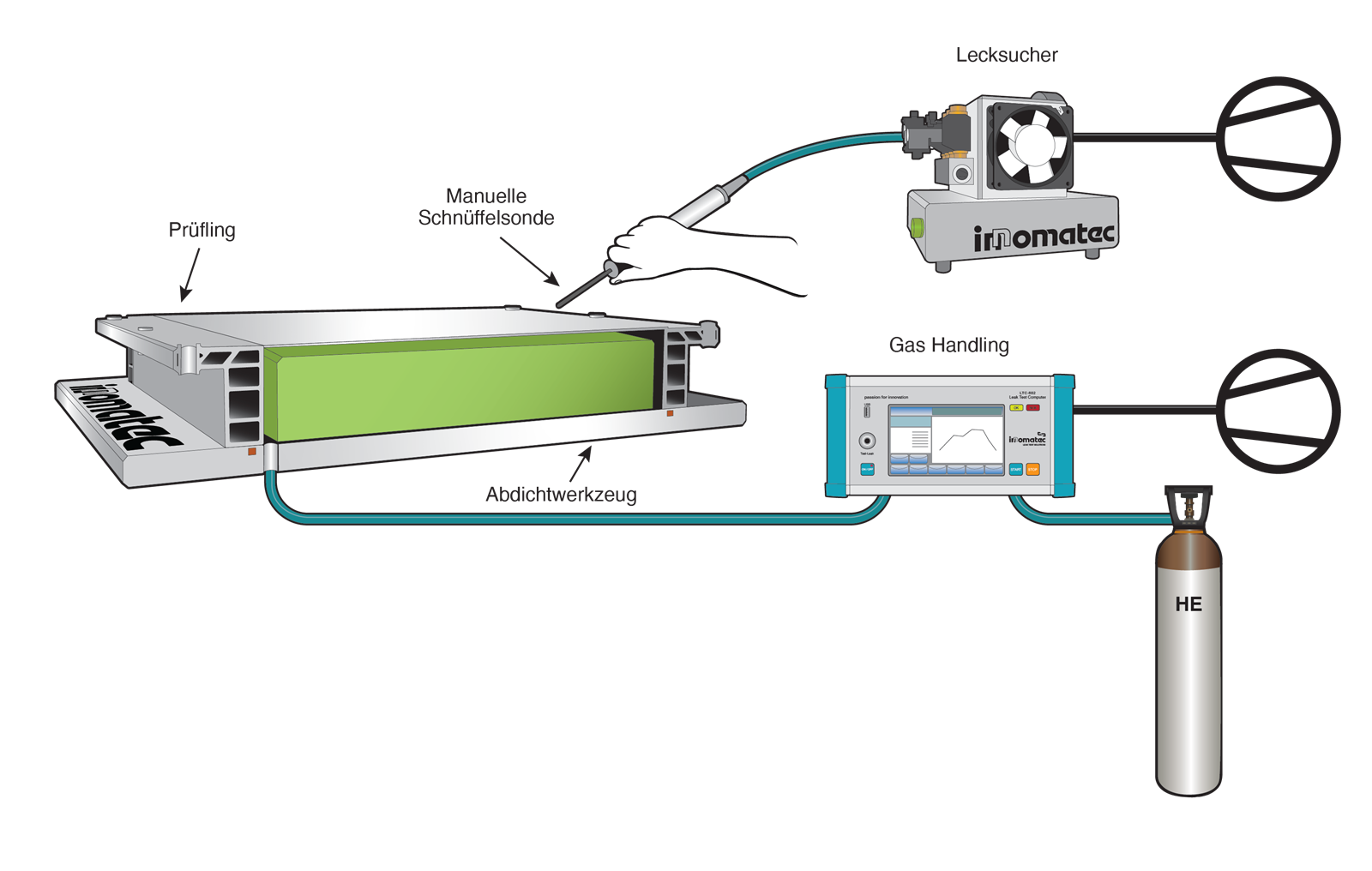
Phát hiện rò rỉ thủ công phù hợp khi cần xác định chính xác vị trí rò rỉ hoặc xử lý các sản phẩm không đạt sau kiểm tra tổng thể. Tuy nhiên, phương pháp này yêu cầu người vận hành trực tiếp nên không tối ưu cho tự động hóa hoàn toàn.
Nguyên lý hoạt động dựa trên việc nạp khí dò (thường là heli) vào mẫu thử, sau đó sử dụng đầu dò để quét và phát hiện vị trí khí rò rỉ. Phương pháp này cho phép xác định nhanh điểm rò với độ chính xác cao, thường được dùng trong khắc phục sự cố hoặc tối ưu quy trình.
Phát hiện rò rỉ bằng robot
Đây là phiên bản tự động hóa của phương pháp dò khí, giúp loại bỏ phụ thuộc vào thao tác thủ công. Phương pháp này phù hợp khi cần xác định chính xác vị trí rò rỉ với độ lặp lại cao và tích hợp vào dây chuyền sản xuất.
Hệ thống sử dụng robot kết hợp đầu dò khí (thường là heli) để quét bề mặt sản phẩm theo quỹ đạo được lập trình sẵn. Tốc độ di chuyển và khoảng cách đến mẫu thử có thể điều chỉnh linh hoạt, đảm bảo độ chính xác cao và thời gian kiểm tra nhanh. Qua đó khắc phục điểm yếu của phương pháp thủ công
3.3 Kiểm tra rò rỉ dưới nước
Kiểm tra rò rỉ dưới nước là phương pháp đơn giản, trong đó mẫu thử được nạp khí và nhúng vào nước để quan sát bọt khí bằng mắt thường nhằm phát hiện rò rỉ. Tuy dễ thực hiện và chi phí thấp, phương pháp này phụ thuộc nhiều vào người vận hành, khó định lượng chính xác và không phù hợp với sản xuất quy mô lớn hoặc yêu cầu kiểm soát chất lượng cao.

3.4 Kiểm tra rò rỉ áp suất nổ
Thử nghiệm áp suất nổ bằng khí nén
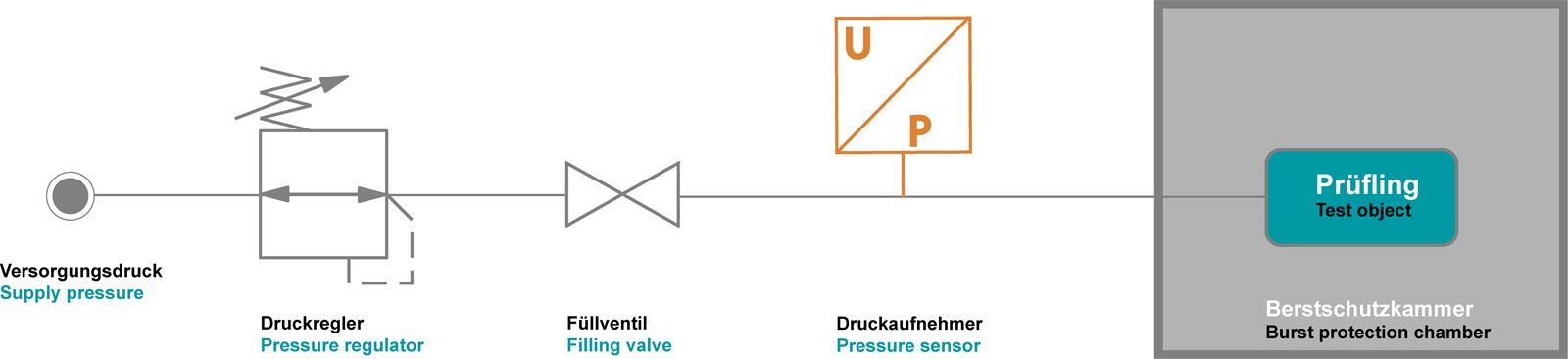
Phương pháp này phù hợp cho các chi tiết không được phép tiếp xúc với chất lỏng, đặc biệt là linh kiện nhỏ hoặc nhạy cảm (như van an toàn). Phương pháp này theo dõi áp suất đến khi xảy ra hỏng hóc để đánh giá độ bền.
Với ưu điểm là chi phí thấp, độ chính xác cao, phù hợp với các linh kiện cần giữ khô. Tuy nhiên nhược điểm là yêu cầu an toàn cao do khí nén tích năng lượng lớn; khi nổ có thể gây tiếng ồn lớn và nguy hiểm từ mảnh vỡ.
Thử nghiệm áp suất nổ với nước/dầu
Thử áp suất nổ bằng nước/dầu cho phép kiểm tra ở áp suất rất cao, kể cả với các chi tiết có thể tích lớn. Mẫu thử được nạp đầy chất lỏng và tăng áp đến khi xảy ra nổ, hệ thống sẽ ghi lại điểm nổ hoặc đường cong áp suất.
Ưu điểm: độ chính xác cao, an toàn hơn so với khí do năng lượng tích trữ thấp, phù hợp kiểm tra độ bền và chức năng.
Nhược điểm: yêu cầu hệ thống xử lý chất lỏng phức tạp, cần loại bỏ khí trong mẫu thử, chi phí triển khai cao.
4. Máy kiểm tra rò rỉ
Để đáp ứng đa dạng nhu cầu kiểm tra rò rỉ trong sản xuất, các hệ thống Leak Tester hiện đại được thiết kế với khả năng tùy chỉnh linh hoạt theo từng ứng dụng và quy trình. Thiết bị có thể hoạt động trong dải áp suất rộng, đo nhiều mức độ rò rỉ và phù hợp với nhiều loại sản phẩm khác nhau.
Bên cạnh đó, các dòng máy kiểm tra rò rỉ tích hợp nền tảng phần mềm thông minh, cho phép dễ dàng cấu hình, kết nối thiết bị ngoại vi, lưu trữ và phân tích dữ liệu. Nhờ vậy, doanh nghiệp không chỉ kiểm tra chính xác mà còn tối ưu quản lý chất lượng và truy xuất thông tin trong toàn bộ quá trình sản xuất.
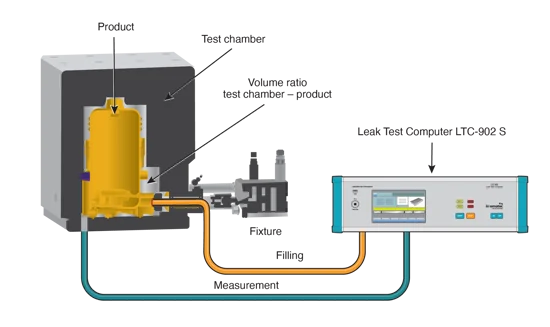
LTC-902
Máy kiểm tra rò rỉ LTC-902 là thiết bị đa năng, có độ chính xác cao và khả năng vận hành nhanh ổn định. Với thiết kế nhỏ gọn, dễ tùy chỉnh theo từng ứng dụng. LTC-902 hỗ trợ cả đơn kênh, 2 kênh và đa kênh, phù hợp để kiểm tra với yêu cầu về áp suất cao, thể tích lớn và các bài đo đặc biệt
Ưu điểm nổi bật:
- Dễ cấu hình, dễ sử dụng (giao diện như máy tính)
- Tích hợp mạng và kết nối dữ liệu đơn giản
- Độ lặp lại cao, đo nhanh và đáng tin cậy
- Linh hoạt cho nhiều phương pháp kiểm tra khác nhau
Các phương pháp kiểm tra hỗ trợ:
- Thay đổi áp suất (A)
- Chênh lệch áp suất (R)
- Tăng áp suất (S)
- Xác định thể tích (C)
- Thành phần kín: DA, DR
- Dòng khối (M), dòng chảy (Q)
- Kiểm tra áp suất ngược, tắc nghẽn
- Các phương pháp đo đặc biệt

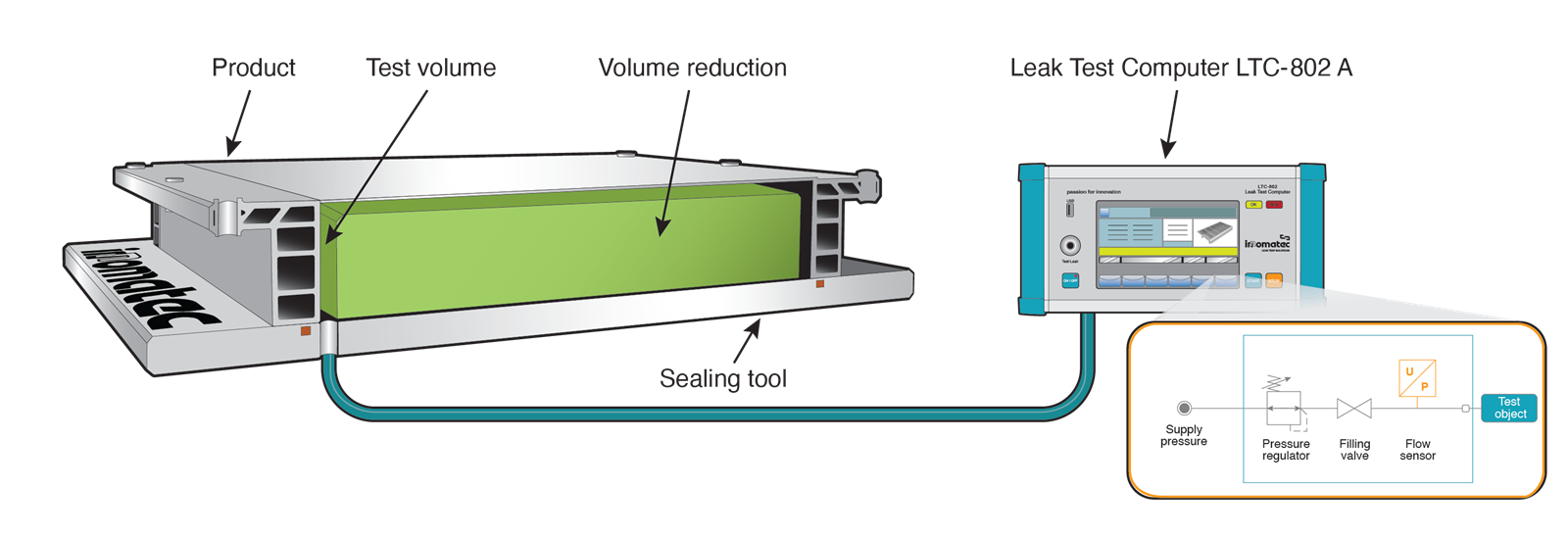
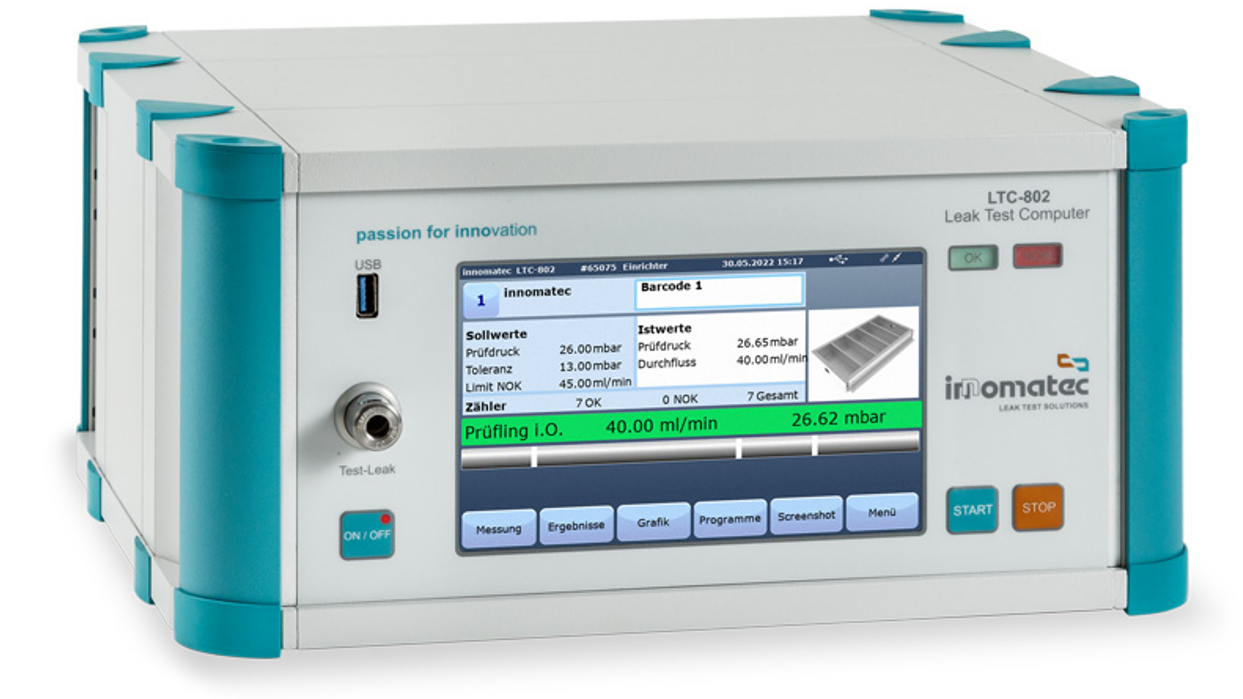
LTC-802
LTC-802 có khả năng tùy chỉnh theo quy trình sản xuất của từng doanh nghiệp, đáp ứng linh hoạt từ các bài test tiêu chuẩn đến phi tiêu chuẩn. Với dải ứng dụng rộng (từ thể tích nhỏ đến lớn, từ chân không đến áp suất cao), LTC-802 phù hợp cho nhiều ngành công nghiệp và dễ dàng tích hợp vào dây chuyền sản xuất hiện đại.
Ưu điểm nổi bật:
- Linh hoạt, đa năng cho nhiều ứng dụng
- Giao diện trực quan, dễ sử dụng (như smartphone)
- Tùy chỉnh theo yêu cầu kiểm thử cụ thể
- Dễ dàng tích hợp vào hệ thống/PLC và dây chuyền sản xuất
- Hỗ trợ quản lý và báo cáo dữ liệu hiệu quả
Khả năng & tích hợp:
- Giao tiếp đa dạng, dễ kết nối thiết bị ngoại vi
- Vận hành độc lập hoặc tích hợp hệ thống
- Quản lý dữ liệu và báo cáo ngay trên thiết bị
Các phương pháp kiểm tra hỗ trợ:
- Thay đổi áp suất (A)
- Chênh lệch áp suất (R)
- Tăng áp suất (S)
- Xác định thể tích (C)
- Thành phần kín: DA, DR
- Dòng khối (M), dòng chảy (Q)
- Kiểm tra áp suất ngược, tắc nghẽn
- Các phương pháp đo đặc biệt
LTC-503
LTC-503 sở hữu hiệu suất đo lường ấn tượng, được thiết kế đặc biệt cho người dùng mới hoặc các ứng dụng tiêu chuẩn. Là thế hệ đầu tiên trong dòng sản phẩm mới, LTC-503 mang đến sự cải tiến về công nghệ trong một thiết kế bền bỉ, giao diện thân thiện và dễ vận hành, giúp đơn giản hóa toàn bộ quá trình kiểm tra rò rỉ.
Ưu điểm:
- Chính xác và đáng tin cậy: Có khả năng phát hiện rò rỉ nhỏ nhất, nhỏ đến 0.1 Pa
- Dễ sử dụng: Thao tác đơn giản và điều khiển trực quan với giao diện người dùng mới
- Dễ tích hợp: Việc thiết lập đơn giản dễ cho người dùng tích hợp
- Các tính năng kiểm tra nâng cao: Chẳng hạn như tạo chân không, phân phối mẫu thử tự động và kiểm tra mẫu chuẩn tự động
- Tuổi thọ cao: Từ các van có tuổi thọ cực cao đến các cảm biến có độ chính xác tuyệt đối
- Nhiều lựa chọn: Từ khả năng kết nối đến ngôn ngữ

LTC-EV
LTC-EV là hệ thống kiểm tra rò rỉ di động, được thiết kế để sử dụng linh hoạt tại xưởng, trung tâm dịch vụ hoặc ngoài hiện trường. Thiết bị tích hợp đầy đủ trong một bộ duy nhất, bao gồm cả hệ thống tạo áp suất/chân không và có thể hoạt động bằng pin 18V, không cần nguồn điện ngoài. Nhờ tích hợp công nghệ từ LTC-802, LTC-EV mang lại độ chính xác cao và khả năng tùy chỉnh linh hoạt, đặc biệt phù hợp để kiểm tra các linh kiện có thể tích lớn.
Ưu điểm nổi bật:
- Thiết kế di động, nhỏ gọn, dễ mang theo
- Hoạt động độc lập, có thể dùng pin (không cần điện ngoài)
- Độ chính xác cao, phát hiện rò rỉ rất nhỏ (≈ 0,1 Pa)
- Giao diện cảm ứng trực quan, dễ sử dụng
- Lưu trữ tới 100 chương trình kiểm tra

5. Khi nào cần thực hiện Leak Test
Thực hiện kiểm tra rò rỉ đúng thời điểm giúp doanh nghiệp giảm rủi ro, tiết kiệm chi phí và đảm bảo chất lượng sản phẩm. Dưới đây là những thời điểm quan trọng cần thực hiện Leak Test:
- Sau công đoạn sản xuất hoặc lắp ráp: Đảm bảo sản phẩm đạt độ kín theo tiêu chuẩn trước khi xuất xưởng.
- Trước khi đưa vào vận hành: Áp dụng cho các hệ thống chứa khí/lỏng như bình chứa, đường ống, van… nhằm tránh rò rỉ gây sự cố.
- Trong quá trình kiểm soát chất lượng (QC/QA): Kiểm tra định kỳ hoặc 100% sản phẩm để phát hiện lỗi sớm, giảm tỷ lệ hàng lỗi ra thị trường.
- Khi bảo trì, sửa chữa hoặc thay thế linh kiện: Đảm bảo hệ thống vẫn kín sau khi can thiệp kỹ thuật.
- Khi phát hiện dấu hiệu bất thường: Như sụt áp, hao hụt vật chất, giảm hiệu suất vận hành.
- Trước các yêu cầu kiểm định, chứng nhận: Đáp ứng tiêu chuẩn ngành (automotive, HVAC, y tế, điện tử…) và quy định an toàn.
Kết luận
Trong bối cảnh sản xuất hiện đại đòi hỏi độ chính xác và tiêu chuẩn chất lượng ngày càng cao, Leak Test không còn là một công đoạn tùy chọn mà đã trở thành yếu tố bắt buộc trong nhiều phân ngành. Từ việc phát hiện sớm rò rỉ, đảm bảo an toàn vận hành đến tối ưu chi phí và nâng cao uy tín thương hiệu, kiểm tra rò rỉ đóng vai trò then chốt trong toàn bộ vòng đời sản phẩm.
Việc lựa chọn đúng phương pháp kiểm tra và hệ thống thiết bị phù hợp sẽ giúp doanh nghiệp nâng cao hiệu quả kiểm soát chất lượng, đồng thời dễ dàng tích hợp vào dây chuyền sản xuất tự động. Đây chính là nền tảng quan trọng để hướng tới sản xuất thông minh, bền vững và cạnh tranh trong kỷ nguyên công nghiệp 4.0.
—————————————————————–
MỌI THÔNG TIN CHI TIẾT LIÊN HỆ
CÔNG TY CỔ PHẦN GIẢI PHÁP TỰ ĐỘNG HÓA ETEK
Địa chỉ trụ sở chính 189 Phan Trọng Tuệ –Thanh Liệt- Thanh Trì – Hà Nội
Hotline: (+84) 965.800.166
Hoặc để lại thông tin tại Boxchat
Website: etek.com.vn
Bài viết cùng chuyên mục
- Máy chà sàn công nghiệp và lợi ích trong sản xuất (26/09/2024 23:46)
- Giới thiệu tổng quan về máy tự động hóa làm sạch công nghiệp (10/07/2023 13:47)
- Tìm hiểu về Hệ thống điều hành sản xuất (MES) (12/02/2022 13:54)
Gửi bình luận